深度分析拉力機的光電編碼器
拉力機的光電編碼器,老實說,雖然我們拉力機行業使用編碼器比較多,但是真正精通編碼器,還是沒有內行人懂。所以我在網上找了些專業的資料,推薦給大家。希望對想深入了解拉力機設備的朋友,有所幫助。
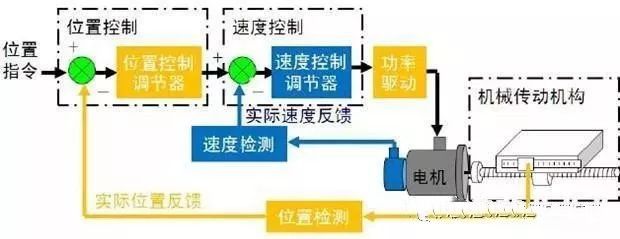
首先,編碼器主要功能就是告訴你如何定位。要如何執行,是需要靠數控系統(或者PLC之類控制器)控制伺服或者步進電機來實現定位的,編碼器好比人的眼睛,知道電機軸或者負載處于當前某個位置,工業上用的一般是光電類型編碼器,下邊簡單說明一下。
拉力機的編碼器的原理和位置測量
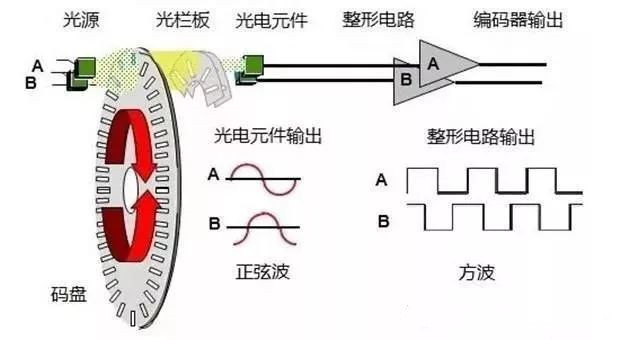
光電編碼器是在一個很薄很輕的圓盤子上,通過緊密儀器來腐蝕雕刻了很多條細小的縫,相當于把一個360度,細分成很多等分,比如成1024組,這樣每組之間的角度差是360/1024度=0.3515625度。

精密的發光源,安裝在碼盤的一面,碼盤的另外一面,會有個接收器之類的,使用了光敏電阻這些元件加放大和整形電路組成,這樣碼盤轉動時候,有縫隙的地方會透光過去,接收器會瞬間收到光脈沖,經過電路處理后,輸出一個電脈沖信號,這樣碼盤旋轉了一周,會對應輸出1024個脈沖,第一個脈沖位置如果是0,第二個脈沖位置就是0.3515625°,第三個脈沖位置是0.3515625°*2,以此類推,這樣只要有儀器能讀到脈沖個數,就可以知道碼盤對應在什么位置了,如果把編碼器安裝到電機的軸上,電機軸和碼盤是剛性連接,兩者的位置關系會一一對應,通過讀編碼器脈沖,就可以知道電機的軸位置。
而電機軸,比如會通過同步帶,齒輪,鏈條等帶動一些負載,比如控制絲桿,這樣會有個所謂電子齒輪比的關系,電機轉一圈,絲桿會前進多少毫米,這樣讀到了對應編碼器上輸出多少給脈沖,通過脈沖數就可以反推出當前絲桿的位置。
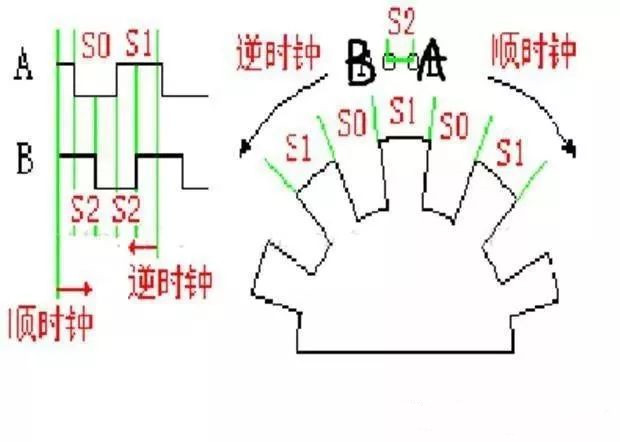
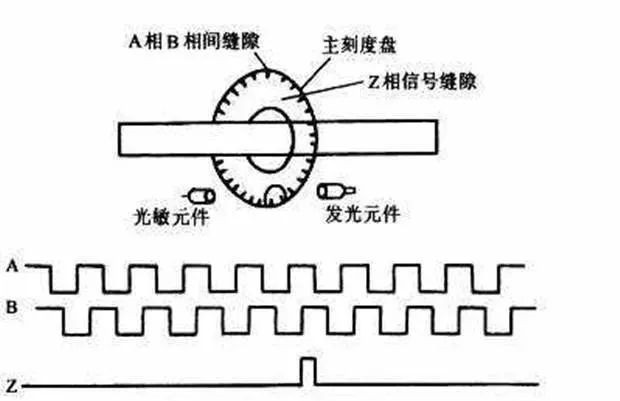
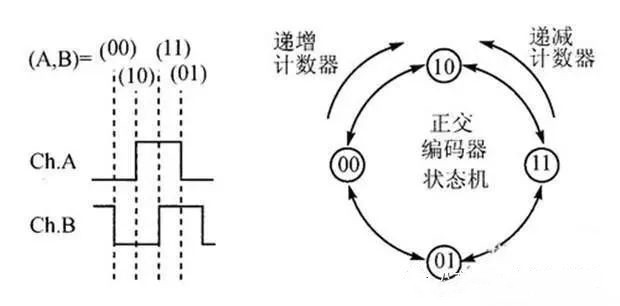
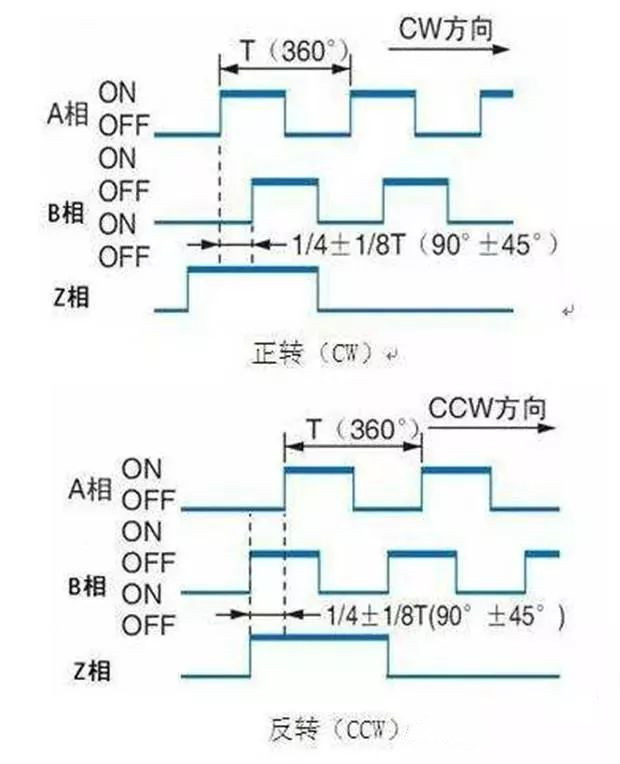
但是編碼器是圓的,如果無限制旋轉下去,角度會無窮大,所以設計了一種增量型的編碼器,轉一圈,會輸出三組信號ABZ,其中AB是一樣的脈沖,比如上邊說的一圈有1024個脈沖,AB相脈沖對應一圈內的圓周角度,而且兩種脈沖是處于正交狀態的,如果是正反轉,通過判斷AB相脈沖的上升沿和下降沿的先后順序,就可以知道編碼器當前是順時針還是逆時針方向旋轉的。
另外有個Z相脈沖,是因為圓周雖然會不停轉下去,角度會無窮無盡,但是都是一周一周的重復而已,零相脈沖固定在圓周某個位置,編碼器每轉一圈,只輸出一個零相脈沖,這樣如果以Z相脈沖為基準點,這樣每次讀到這個脈沖時候,系統就清零一次,就可以讓角度最大值控制在360°以內,相當于一個零基準點了。
這樣即使系統斷掉了,重新上電,只要能找到這個基準點,就可以知道絲桿的初始位置在什么地方了。
以上這種定位叫增量坐標系,所以編碼器就是增量型編碼器,應用比較廣泛,因為靈活而且價格便宜。
如果只設備只需要轉一圈的,也就是角度在360°內的,編碼器可以細分精密一點,比如有13位,相當于2^13次方個脈沖一圈,對應著360°,這種脈沖數和角度一一對應,不怕系統斷電需要重新調整零位,這種編碼器叫單圈絕對值編碼器。如果負載需要轉多圈的,但是這個圈數也不能非常多,比如5圈,相當于5*360°=1800°,這樣脈沖和1800°一一對應,這些在一些高檔的數控機床上應用比較多,可以知道絲桿或者一些旋轉工作的當前精密位置,而且不用擔心系統斷電歸零問題。

此外,編碼器還有磁電方式的,比如在碼盤上加工了很多個南北間隔的小磁鐵,通過霍爾去讀小磁鐵信號,輸出信號,同樣經過放大和整形變成了電脈沖,這點和光電編碼器是類似的,而且價格會便宜點,可靠性會高,但是精度就比光電要差點。
PLC如何通過編碼器判斷位置
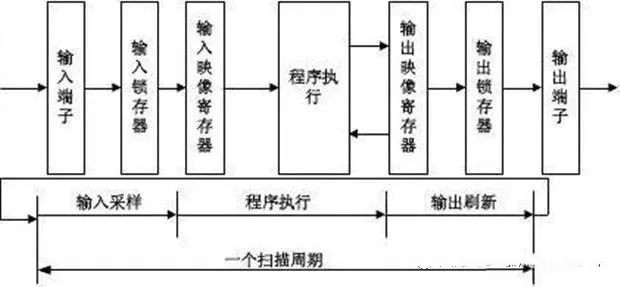
PLC能輸入開關量,也就是一高一低的電平電壓,而編碼器脈沖信號,可以理解一定時間內,用極快的速度完成的一組開關量。但是因為這種開關量的頻率太高了,所以PLC的普通I/O口是無法準確讀到這些脈沖的個數的,因為PLC工作過程中存在掃描周期,需要每個一段時間才去刷新一下普通I/O口的數據,而編碼器的精度太高了,單位時間內輸出的脈沖個數太多,普通I/O是無法勝任的。

一般PLC會設計有高速計數端口,本質是利用了底層單片機的硬件邏輯來完成這些編碼器計數的,避開了掃描周期問題,PLC都設計有專門的高速計數指令,使用的時候,直接調用這些指令就可以讀到當前的脈沖值了。
但是脈沖的計算和輸出上,由于掃描周期存在,往往也會存在著滯后影響,如果用來控制一些執行機構,比如氣缸來動作裁切動作,這樣要考慮提前量的補償問題。
提醒一下,如果想用PLC來控制伺服或者步進系統,往往并不需要通過編碼器反饋來判斷位置,通過一些PLS指令之類的來發出位置脈沖給伺服驅動器,位置環在伺服驅動器內部構成就好,而PLC這邊只是一個指令機構,并沒有構成位置閉環,當然如果是專門定位模塊控制,使用了NC之類的控制方式,是可以在里邊構建位置閉環的。